


Урок №2. Сквозной монтаж компонентов

Более подробную текстовую версию данного урока можно найти на страницах учебного пособия которое входит в состав образовательных наборов по пайке.
В уроке №1 вы узнали на чем основан процесс пайки. На нагреве деталей, расплавлении припоя и использовании флюса. Но эти знания еще не гарантируют того, что припаивание электронных компонентов к печатной плате будет получаться легко и непринужденно. Есть еще несколько тонкостей, без учета которых вы можете испытать разочарование от того, что либо совсем ничего не будет получаться, либо качество пайки будет ниже ожидаемого.
Эти тонкости связаны с паяльником.
Бытует мнение, что профессиональный пайщик может качественно паять чем угодно (хоть утюгом), в то время как у новичка даже хорошим паяльником ничего не получится без долгого обучения. Это не так. От паяльника зависит очень и очень многое. Правильно подобранный под ваши задачи паяльник будет серьезным образом определять скорость, качество пайки, и положительные эмоции, которые вы получите от процесса пайки. С подходящим паяльником даже никогда не паявший человек сможет почти сразу овладеть искусством пайки.
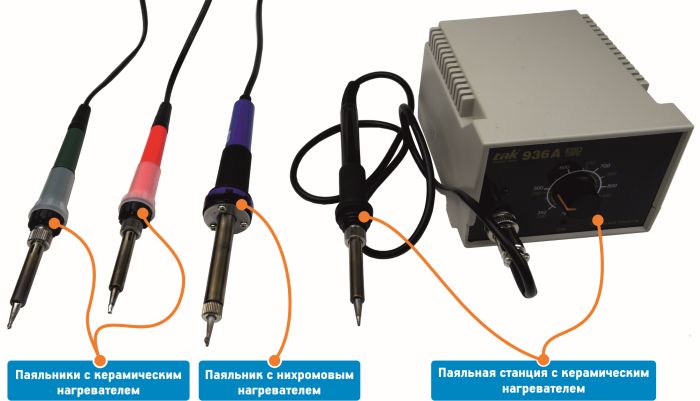
Иллюстрация 2.1
А что значит правильно подобранный паяльник?
Разновидностей паяльников очень много, как и разновидностей флюсов с припоями. В продаже можно встретить множество моделей, которые отличаются внешним видом, формой жала, типом нагревателя, мощностью, или возможностью эту самую мощность регулировать (иллюстрация 2.1). Если паяльник дополняется блоком управления с регулировкой температуры или даже индикатором температуры, то это уже не паяльник, а паяльная станция.
Для того, чтобы понять какой вам нужен паяльник, потребуется разобраться в том, какими бывают бывают паяльники и чем принципиально отличаются.
Каждый паяльник оснащен нагревательным элементом и жалом. Через нагревательный элемент протекает электрический ток от бытовой розетки и разогревает его. А он, в свою очередь, нагревает жало. Этим нагретым жалом мы плавим припой и непосредственно выполняем пайку. Собственно говоря, с указанными двумя частями паяльника и связаны основные хитрости, лежащие в основе профессиональной пайки.
I - Жало.

Фото 2.2
В настоящее время среди электронщиков популярны так называемые несгораемые жала, или по-другому их еще называют «долговечные жала». Они могут иметь разную форму в зависимости от того, что именно с помощью них предполагается паять (фото 2.2).
Рабочая часть такого жала (кончик) электрохимическим способом покрыта слоем олова. Олово на рабочем конце обеспечивает его хорошую облуживаемость (смачиваемость припоем), что означает способность набирать припой. Такие жала могут при соблюдении правил эксплуатации работать длительное время без разрушения рабочего конца.
Однако для того, чтобы такое жало было действительно долговечным и полностью раскрыло свой потенциал, необходимо строго соблюдать несколько правил при его использовании.
-
Во избежание повреждения рабочей части жала его нельзя подвергать воздействию абразивов и тем более нельзя пытаться зачистить его напильником!
-
Нельзя прикладывать к жалу усилия и отгибать им загнутые контакты.
-
Нельзя допускать сильного перегрева жала существенно выше 300 ºС, т. к. выше этой температуры жало интенсивно окисляется и перестает брать припой.
-
При скоплении на жале обгоревших остатков флюса, шлака и при образовании оксидной пленки необходимо очищать жало с помощью смоченной в воде вискозной губки.
-
Нежелательно допускать контакт жала с пластмассами и лаками, используемыми для покрытия печатных плат.
II. Тип нагревательного элемента.
Нагревательные элементы стандартных паяльников бывают керамические и нихромовые. У них разная конструкция, которая определяет скорость разогрева жала паяльника. Первые гораздо быстрее достигают рабочей температуры, чем вторые. Поэтому керамические активно применяются в паяльных станциях. Хотя и простые паяльники можно часто встретить с керамическими нагревателями.
Эта характеристика паяльника не является значимой. Нагреватель любого типа разогреет жало паяльника до нужной температуры. Поэтому если вам необходимо выбрать простой паяльник (именно паяльник, а не паяльную станцию), то можете на эту характеристику не обращать внимания. Куда важнее другая характеристика паяльника. Переходим к ней.
III. Мощность нагревательного элемента.
Мощность нагревательного элемента определяет количество выделяемого на нагревателе тепла втечение 1 секунды. Это становится ясно, если обратиться к физике процессов, протекающих при нагреве нагревательного элемента и жала.
При включении паяльника начинает работать нагревательный элемент, который выделяет тепло. Если принять, что уровень напряжения в розетке не изменяется, то и количество выделяемой теплоты тоже будет постоянным каждую секунду, обозначим его как Qн. Это количество теплоты Qн выделяемое нагревателем за 1 секунду и является мощностью. Она является главной характеристикой и как правило указывается на его ручке.
Эта характеристика является главной потому, что тепло от нагревателя передается к жалу и от его количества напрямую зависит температура, до которой нагреется жало. Процессы теплопередачи крайне сложны и математически описываются непросто. Поэтому предлагаю их просто понять принципиально.
Тепло всегда передается от горячего тела к более холодному. А количество передаваемого тепла зависит от разницы температур более горячего и более холодного тела. Поэтому тепло Qн, выделяемое нагревателем, идет на накопление тепла Qп в жале и на тепло Qр, которое передается окружающему воздуху. Чем больше будет передано тепла от нагревателя к жалу, тем больше будет температура жала. В жале тепло накапливается по причине его теплоемкости и температура жала растет. Так как жало горячее, а воздух вокруг него гораздо холодней, тепло передается и от жала к воздуху (иллюстрация 2.3).
В итоге все разогревается до состояния, когда начинает выполняться условие Qр = Qн. Эту температуру можно считать равновесной рабочей температурой паяльника в состоянии покоя (когда не ведется пайка).
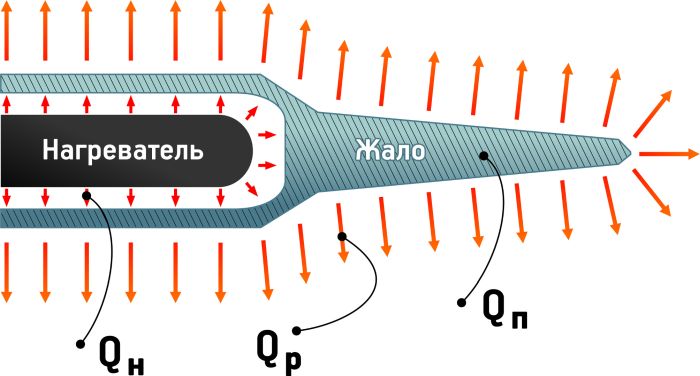
Иллюстрация 2.3
На рис. 2.4 представлен график изменения температуры жала при нагреве после включения паяльников мощностью 25 Вт, 40 Вт и паяльной станции. Значения температуры получены с реальных паяльников путем измерения специальным электронным термометром.
Посмотрите внимательно на эти графики и сравните характер изменения температуры у паяльников мощностью 25 Вт и 40 Вт. Также обратите внимание на рабочую температуру, которой достигают паяльники разной мощности. У паяльника мощностью 25 Вт равновесная температура составляет около 338 ºС, а паяльник мощностью 40 Вт достигает температуры жала аж 436 ºС. Это при том, что как вы уже знаете из правил работы с долговечным жалом, оно хорошо работает только при температуре до 300 ºС. При более сильном разогреве оно окисляется и перестает брать припой. С пайкой ничего не получится. Да и при температуре выше 400 ºС возникает большой риск повредить электронные компоненты в результате их перегрева.
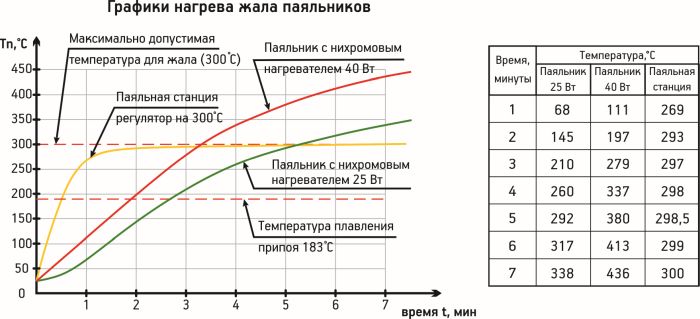
Рисунок 2.4
Отсюда можно сделать вывод, что мощность паяльника играет огромную роль!
Избыточная мощность делает пайку неудобной и создает риск повреждения электронных компонентов. Впрочем, внимательный читатель может сказать: «А паяльник разве для того предназначен, чтобы только на подставке стоять?».
Действительно, если вы осуществляете пайку, то передача тепла от жала к деталям понизит температуру жала Tп. Понизиться она может на 5-20 ºС в зависимости от того, насколько большая деталь разогревается при пайке и какая теплоемкость жала (сколько тепла оно в себе накапливает). Но если посмотреть на динамику разогрева паяльников, то видно, что каждую секунду жало нагревается на 1-2 ºС. Таким образом уменьшение температуры жала на 5 ºС от контакта с деталями будет устранено уже 3 секунды. Подготовка к выполнению очередной точки пайки как правило занимает больше времени.
Поэтому для любительской пайки и пайки в образовательных целях низкая мощность паяльника будет той главной характеристикой инструмента, которая определяет насколько хорошо будет удаваться пайка. Это и есть ответ на вопрос «какой паяльник является правильно подобранным?». Для любительской (непромышленной) пайки правильным паяльником является паяльник с несгораемым жалом мощностью не более 20-30 Вт.
IV. Возможность регулировки мощности нагревателя.
Последняя характеристика паяльника — это возможность регулировки его мощности. Она может быть выполнена в двух вариантах: задание разных постоянных уровней мощности, и регулировка мощности таким образом, чтобы оставалась постоянной заданная температура. Регулировка с целью поддержания постоянной заданной температуры еще называется термостабилизацией.
На этом теории достаточно. Перейдем к практике и поговорим о том, что конкретно надо делать при пайке печатных плат.
Все задачи, с которыми вы столкнетесь при монтаже электронных компонентов на плату с помощью пайки, можно разделить на две группы:
-
Сквозной монтаж электронных элементов в отверстия на печатной плате. В английском варианте он называется Through-hole Technology (THT) — технология монтажа в отверстия.
-
Поверхностный монтаж элементов. Он еще называется SMT (англ. Surface mount technology) или SMD-технология (от англ. surface mounted device — прибор, монтируемый на поверхность).
В этом уроке мы рассмотрим метод сквозного монтажа компонентов, а о поверхностном монтаже подробно поговорим в следующем уроке. Независимо от сложности и устройства печатной платы ее пайка (можно сказать сборка) всегда выполняется в несколько этапов.
Этап №1.
Начинать всегда следует с определения того, какой компонент в какое место платы и как должен припаиваться. У некоторых компонентов есть полярность — например у светодиодов и электролитических конденсаторов. Поэтому они строго определенным образом должны быть ориентированы на плате.
Чаще всего на печатной плате есть маркировка местоположения компонентов с указанием номиналов припаиваемых резисторов или конденсаторов, а сами компоненты в наборе подписаны. Также следует обращать особое внимание на ключи ориентации, компонентов и микросхем. Но если маркировка недостаточно информативная, то необходимо пользоваться документацией на устройство и определять по схеме где какой компонент должен быть.
Этап №2.
После того, как вы разобрались в том, какой компонент на какое место припаивается и как он ориентируется, начинайте последовательно устанавливать компоненты в отверстия и припаивать их к плате. В первую очередь установливаются те компоненты, которые имеют минимальную высоту над платой. Это, например, резисторы.
Для того, чтобы продеть ножки компонентов в отверстия и компонент был аккуратно установлен — необходимо соответствующим образом изогнуть ножки (фото 2.5).
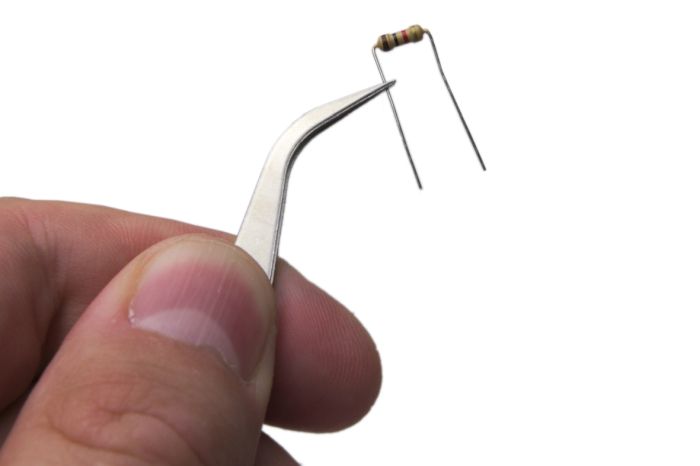
Фото 2.5
После этого поместите ножки компонента в предусмотренные для них отверстия. Можно сразу установить несколько компонентов, если они однотипные и невысокие (фото 2.6).
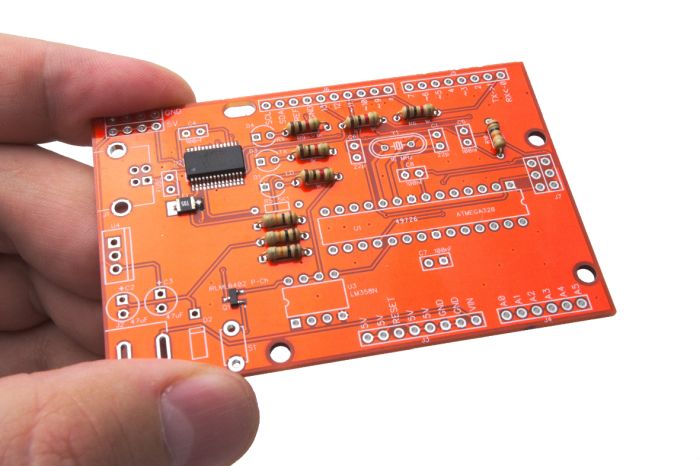
Фото 2.6
Переворачивайте плату и кладите ее на стол (фото 2.7).
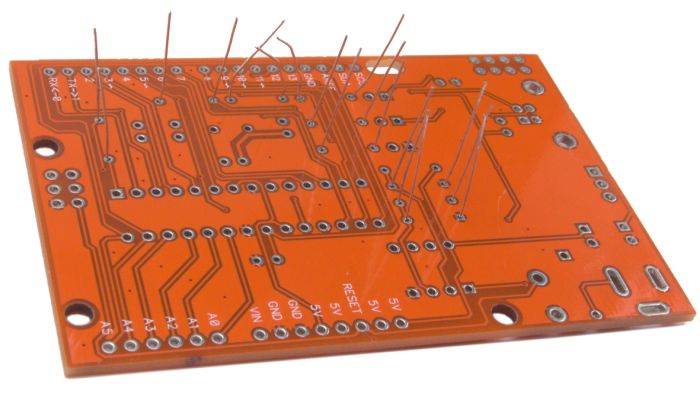
Фото 2.7
Нанесите флюс (фото 2.8)
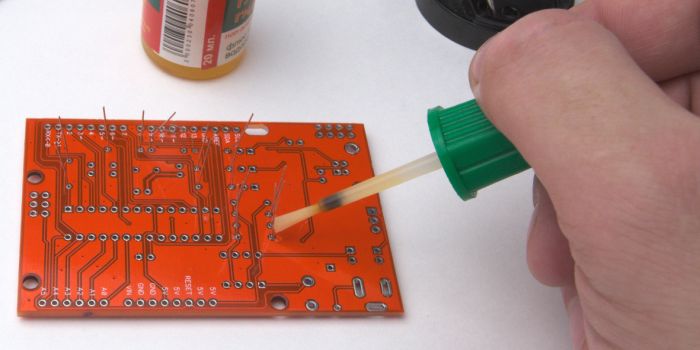
Фото 2.8
После нанесения флюса припаивайте компоненты. Для этого почистите жало о вискозную губку и сразу же набирайте жалом паяльника припой (его должно быть не очень много и не очень мало).
Важно!
Для того, чтобы жало хорошо набирало припой, оно должно быть чистым и не окисленным. Поэтому регулярно очищайте его от шлака, который образуется в результате частого соприкосновения с флюсом во время пайки. Очищается жало в горячем состоянии путем его вытирания о смоченную в воде специальную губку (фото 2.9).

Фото 2.9
После этого коснитесь жалом с припоем той точки на плате, где ножка компонента выходит из отверстия платы (фото 2.10). С характерным шипящим звуком флюс вскипит и если вы флюс нанесли правильно, то припой растечется по ножке и герметично заполнит отверстие в плате. Как только произошло растекание, сразу убирайте жало от места пайки, чтобы не перегреть припаиваемую деталь. Дайте несколько секунд остыть и затвердеть припою. Ножка будет крепко и надежно припаяна.
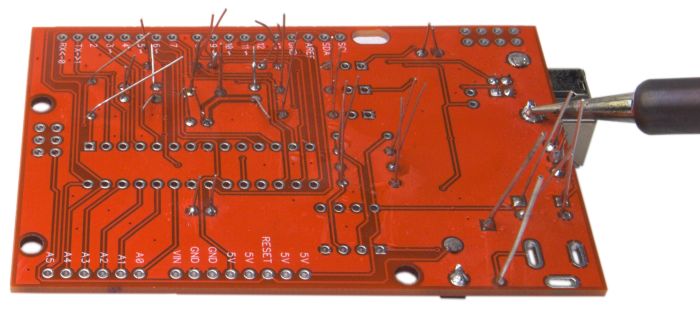
Фото 2.10
Последовательно запаяйте все компоненты и элементы, которые предусмотрены на печатной плате. После припаивания всех делателей плата, которую вы собираете, примет законченный вид (фото 2.11).
Фото 2.11
Этап №3.
После припаивания всех компонентов откусите с помощью кусачек выступающие ножки с обратной стороны платы (фото 2.12).
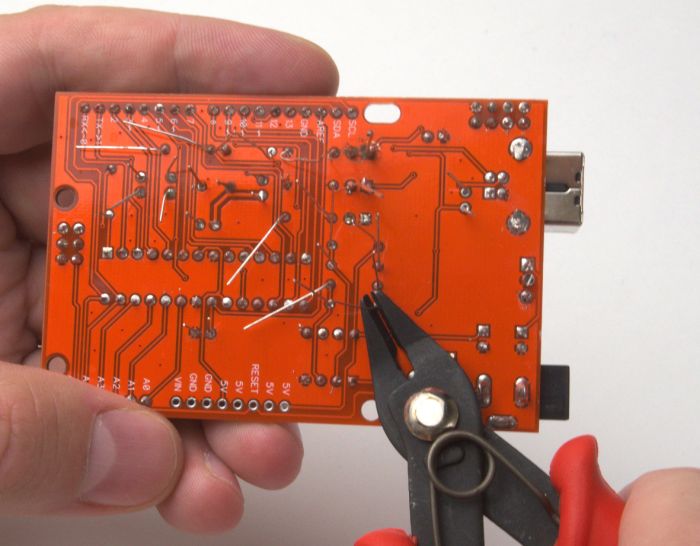
Фото 2.12
Важно!
Припой должен заполнить отверстие, в которое помещена ножка компонента, а также образовать небольшой наплыв для надежного спая. В связи с этим может потребоваться значительное количество припоя. Поэтому во избежание второй пайки точки спайки, набирайте на жало достаточное количество припоя перед припаиванием каждой ножки. При допайке повышается риск перегреть электронный компонент и вывести его из строя.
Этап №4.
После того, как к плате припаяны все компоненты и удалены лишние части ножек компонентов ее надо отмыть от остатков флюса и шлака. Делается это для того, чтобы плата приобрела чистый и аккуратный вид, а также во избежание коррозии, которую могут вызывать остатки флюса из-за его хорошей способности набирать влагу.
В наборы «Эвольвектор» для изучения пайки входит водорастворимый флюс, поэтому мойка платы выполняется под обычным водопроводным краном (фото 2.13).

Фото 2.13
Этап №5.
После отмывки плата будет мокрой. А вы наверняка знаете, что вода проводит электрический ток. Поэтому для избегания коротких замыканий при включении мокрой платы ее необходимо хорошо просушить. Для этого подойдет обычный фен для волос (фото 2.17).

Фото 2.14
Этап №6.
Если в плату предусмотрена установка микросхем (в специальные панели), то завершается сборка платы этапом их установки. При установке помните про ключи и правильно ориентируйте микросхемы в панели! После установки микросхем плата будет будет полностью готова к дальнейшему использованию (фото 2.15).
Если же на плате нет микросхем, или они припаиваются к поверхности, то плата будет готова уже после этапа №5
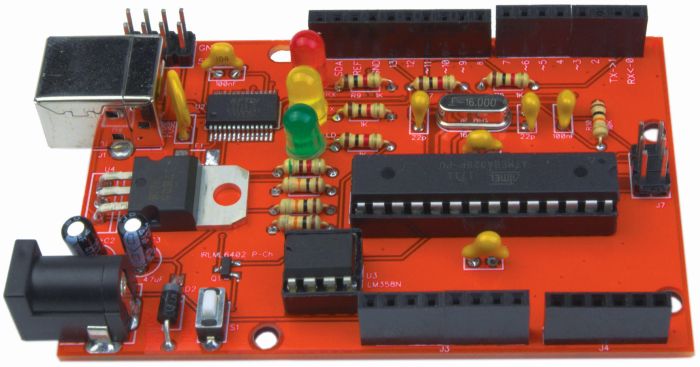
Фото 2.15
Как видите, ничего особо сложного. Главное — четко соблюдать правила пайки. Напомню их еще раз:
-
использовать флюс;
-
использовать паяльник с несгораемым жалом;
-
не перегревать жало паяльника больше 300 ºС (применять паяльную станцию с регулировкой температуры или не очень мощный паяльник);
-
обеспечивать чистоту жала путем регулярной чистки о смоченную водой губку;
-
набирать припоя на жало столько, сколько требуется для конкретного места пайки;
-
не перегревать электронные микросхемы и компоненты в процессе пайки;
-
отмывать от флюса детали и плату;
-
просушивать готовое электронное устройство после мойки.
И тогда вы испытаете немало положительных эмоций от того, насколько симпатичным получится итоговый результат вашего монтажа компонентов на печатную плату.
Контрольные вопросы и задания.
-
Какие основные разновидности нагревателей паяльников чем они отличаются?
-
В чем различие между медным жалом и несгораемым и чем несгораемое лучше?
-
Какого значения может достигать температура жала обычного паяльника мощностью 40 Вт?
-
Что может произойти, если долго нагревать паяльником контакты микросхем при пайке?
-
Какое значение температуры жала паяльника не рекомендуется превышать, чтобы жало не окислялось и хорошо набирало припой?
-
Что требуется сделать если жало паяльника не набирает припой (не смачивается припоем)?
-
Для чего нужна так называемая паяльная маска на печатной плате?
-
Что такое сквозной монтаж компонентов на плату и в чем его суть?
-
По какой причине лучше использовать водорастворимый флюс при пайке?
-
Зачем выполняет отмывка платы от остатков флюс?
-
Почему выполняется тщательная просушка платы после промывки?
Написать отзыв
Ваше Имя:Ваш отзыв: Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо Хорошо
Введите код, указанный на картинке: